发布时间:2021-10-11 15:07:42
企业激光切割机的维修价格。
Metal+®1006的主要优点是:使用惰性气体封闭工作环境,采用双净化柱系统,可同时净化保护气体,并对触媒进行再生净化,使水氧量降低到1ppm。
全封闭、六轴工业机器人,具有±±复位精度,轨迹精度高,防护等级IP67。
台面配有自动移动导轨,便于工件的搬运;小零件由过渡舱口送出,大的零件由前掀开的玻璃窗送出。
·使用辉锐公司自主研发的双筒激光熔覆式自动送粉装置,使送粉流量控制在±2%以内。
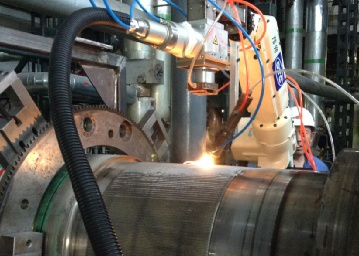
●摇篮式双轴数控转台对轴类零件定位和同步移动,可装卡直径为1200mm的盘类零件。
该系统软件提供自主开发的同轴视觉定位功能,可实现修复区域及熔池二维形状的可视化。
软、硬件系统具有开放、操作简单、易于升级、扩展新功能等特点。
激光自适应熔覆技术是解决上述问题的一种有效的方法,主要包括三个基本步骤:
1.联机检测使用传感器:传感器可为接触式、机器视觉、激光位移等多种形式,且要建立传感器测量坐标系与机器人激光熔覆工具坐标系之间的对应关系;
2.自动化的数据处理:包括数据的滤波、重构、建模等,有些应用还需实现自动的模型匹配、缺陷识别等智能算法;
该方法不仅可以实现CO2激光切割的速度和切割质量,还可以大大降低维修和操作费用。
光纤切割技术节能性高,依靠光纤激光全固态数字模块,单片机设计,光纤激光切割系统具有高于CO2激光切割的电光转换效率。对CO2切割系统的每个功率单位而言,实际利用率一般在8%-10%左右,而光纤激光切割系统的功率效率在25%-30%之间。其中,半导体光纤输出激光器、光纤激光器、全固态激光器,其中,半导体光纤输出激光器广泛应用于淬火领域。
激光器具有短波波长的特点,可提高切割材料对光束的吸收能力,并能切割铜类及非导电材料等。更集中化的光束会产生更小的聚焦和更深的聚焦,使光纤激光能够快速切割更薄的材料,并对中厚板进行更有效的切割。
CO2气体激光系统需要定期维护,对反射镜进行维修和校准,谐振腔也需要定期维护;而光纤激光切割解决方案则需要很少的维护。与CO2切割系统相比,光纤切割方案更为紧凑,对生态环境影响小,因此需要较少的冷却,且能耗显著降低。
激光器的冲击强化
概念
与一般的激光加工不同,它不是利用激光产生的热效应,而是利用激光诱导等离子体冲击波产生的力学效应来改善材料表面的组织和性能。
优势
①经处理后的试样表面得到了激光冲击强化;
②激光冲击强化处理具有可重复性;
③激光冲击强化能得到特别高的冲击力,使强化层变深;
④激光冲击强化可在室温、空气条件下进行,其过程清洁无污染,是一种绿色、环保的表面强化法,且经处理后表面光洁度好,尤其适用于对表面质量要求较高的样品进行局部强化;
⑤激光易于聚焦与传播,激光加工柔性较好,适用于传统方法不能到达的局部表面或不规则复杂空间的强化处理,该方法具有显著优点,且激光强化的控制参数较少(激光功率密度、光斑尺寸、脉冲宽度),易操作且容易控制;有利于实现自动化生产;
③激光冲击处理后,与传统机械式喷丸相比,经激光冲击处理后得到的材料表面残余应力深度达到1mm左右,约2~5倍,加工硬化程度明显低于机械喷丸处理;同时能保持良好的表面形态,经激光冲击处理后的表面粗糙度明显低于机械加工;
特点
①超高压,冲击波峰值压力高达成千上万的大气压;
②超速、只需几十ns的塑性形变;
③超应变率,可达107s-1,比机械式喷丸强化高万倍。
Metal+®1006的主要优点是:使用惰性气体封闭工作环境,采用双净化柱系统,可同时净化保护气体,并对触媒进行再生净化,使水氧量降低到1ppm。
全封闭、六轴工业机器人,具有±±复位精度,轨迹精度高,防护等级IP67。
台面配有自动移动导轨,便于工件的搬运;小零件由过渡舱口送出,大的零件由前掀开的玻璃窗送出。
·使用辉锐公司自主研发的双筒激光熔覆式自动送粉装置,使送粉流量控制在±2%以内。
●摇篮式双轴数控转台对轴类零件定位和同步移动,可装卡直径为1200mm的盘类零件。
该系统软件提供自主开发的同轴视觉定位功能,可实现修复区域及熔池二维形状的可视化。
软、硬件系统具有开放、操作简单、易于升级、扩展新功能等特点。
激光自适应熔覆技术是解决上述问题的一种有效的方法,主要包括三个基本步骤:
1.联机检测使用传感器:传感器可为接触式、机器视觉、激光位移等多种形式,且要建立传感器测量坐标系与机器人激光熔覆工具坐标系之间的对应关系;
2.自动化的数据处理:包括数据的滤波、重构、建模等,有些应用还需实现自动的模型匹配、缺陷识别等智能算法;
3.自动路径生成与过程参数配置:基于自动数据处理所建立的模型,分层切片产生充填轨迹,根据缺陷类型,自动选取最佳工艺参数。
该方法不仅可以实现CO2激光切割的速度和切割质量,还可以大大降低维修和操作费用。
光纤切割技术节能性高,依靠光纤激光全固态数字模块,单片机设计,光纤激光切割系统具有高于CO2激光切割的电光转换效率。对CO2切割系统的每个功率单位而言,实际利用率一般在8%-10%左右,而光纤激光切割系统的功率效率在25%-30%之间。其中,半导体光纤输出激光器、光纤激光器、全固态激光器,其中,半导体光纤输出激光器广泛应用于淬火领域。
激光器具有短波波长的特点,可提高切割材料对光束的吸收能力,并能切割铜类及非导电材料等。更集中化的光束会产生更小的聚焦和更深的聚焦,使光纤激光能够快速切割更薄的材料,并对中厚板进行更有效的切割。
CO2气体激光系统需要定期维护,对反射镜进行维修和校准,谐振腔也需要定期维护;而光纤激光切割解决方案则需要很少的维护。与CO2切割系统相比,光纤切割方案更为紧凑,对生态环境影响小,因此需要较少的冷却,且能耗显著降低。
激光器的冲击强化
概念
与一般的激光加工不同,它不是利用激光产生的热效应,而是利用激光诱导等离子体冲击波产生的力学效应来改善材料表面的组织和性能。
优势
①经处理后的试样表面得到了激光冲击强化;
②激光冲击强化处理具有可重复性;
③激光冲击强化能得到特别高的冲击力,使强化层变深;
④激光冲击强化可在室温、空气条件下进行,其过程清洁无污染,是一种绿色、环保的表面强化法,且经处理后表面光洁度好,尤其适用于对表面质量要求较高的样品进行局部强化;
⑤激光易于聚焦与传播,激光加工柔性较好,适用于传统方法不能到达的局部表面或不规则复杂空间的强化处理,该方法具有显著优点,且激光强化的控制参数较少(激光功率密度、光斑尺寸、脉冲宽度),易操作且容易控制;有利于实现自动化生产;
③激光冲击处理后,与传统机械式喷丸相比,经激光冲击处理后得到的材料表面残余应力深度达到1mm左右,约2~5倍,加工硬化程度明显低于机械喷丸处理;同时能保持良好的表面形态,经激光冲击处理后的表面粗糙度明显低于机械加工;
特点
①超高压,冲击波峰值压力高达成千上万的大气压;
②超速、只需几十ns的塑性形变;
③超应变率,可达107s-1,比机械式喷丸强化高万倍。

 18952638776
18952638776 关注我们
关注我们